
Just posting these again hoping they will be easier to view. After having a html refresher course via my IT expert.
email (option): pes.sales@btconnect.com
Rob
With the techniques I use the paint work shouldn't even get marked. I use various waxes as release agents for taking moulds, so soap and hot water will clean it off.
email (option): pes.sales@btconnect.com
I’ve a set you could copy lm from Beverley East Yorkshire could drop them off
email (option): alandale468@gmail.com
Today a set of forks turn up in the post. Rough as I expected with usable repairs.
These have the length shown in the diagram of 17 1/8"
I've decided to reproduce them as I take them apart.
First horrors, the pivot bolts look home made. Though functional.
These are 3/8" diameter id this correct as I thought they should be 5/16" ??
15-5190 5 3/4" under the head to the end of thread ?? Thread being 1" long ??
15-5249 8 3/8" ?? ??
15-5247 8" ?? ??
Any help on corrected under head lengths would be good.
Should the head style be rounded or flat ??
Should the nut be 0.524" AF or 0.598" AF ??
email (option): pes.sales@btconnect.com
Hex size of the link bolts is a Whitworth size... .525" A/F...The bolts themselves are 5/16" diameter with a 5/16" cycle thread...Head form is a shallow dome...Ian
email (option): ian@wright52.plus.com
Thanks Ian, what I'd like to do is post some pictures to show everyone what I'm doing or planning. So the experts can shout "NO STOP"
I guess the pictures would need some kind of html address?
email (option): pes.sales@btconnect.com
:smile: :smile: I must have had my cloaking devise switched on? Ron
email (option): ronpier@talk21.com
Thanks Ron, and sorry. So much going on I'm getting lost.
email (option): pes.sales@btconnect.com
YES!!!!!!! This is awesome.
Please put me on the list for at least two sets.
Many thanks.
email (option): britool51@hotmail.com
Does any have the dimension for how much pin protrudes from the link?
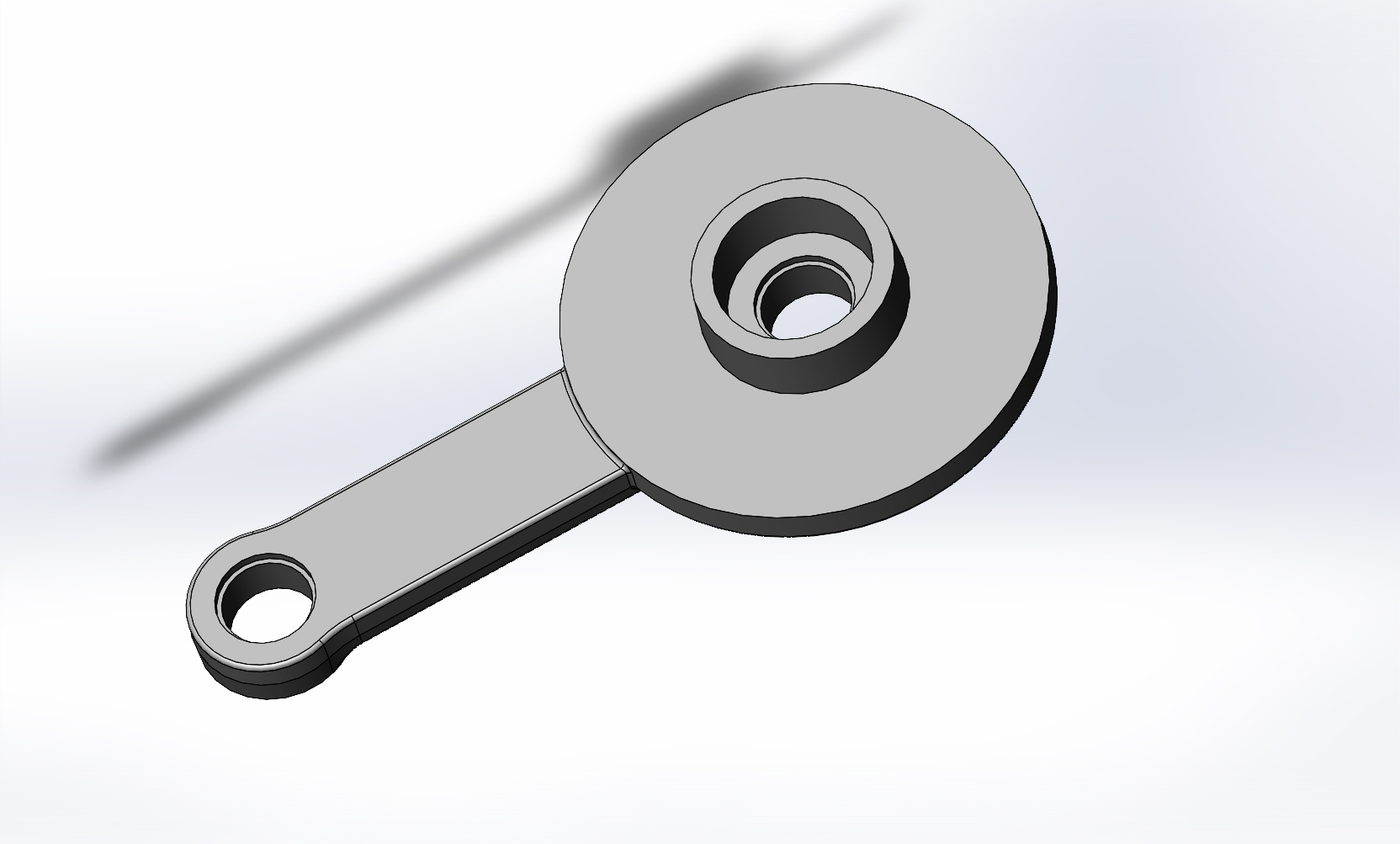
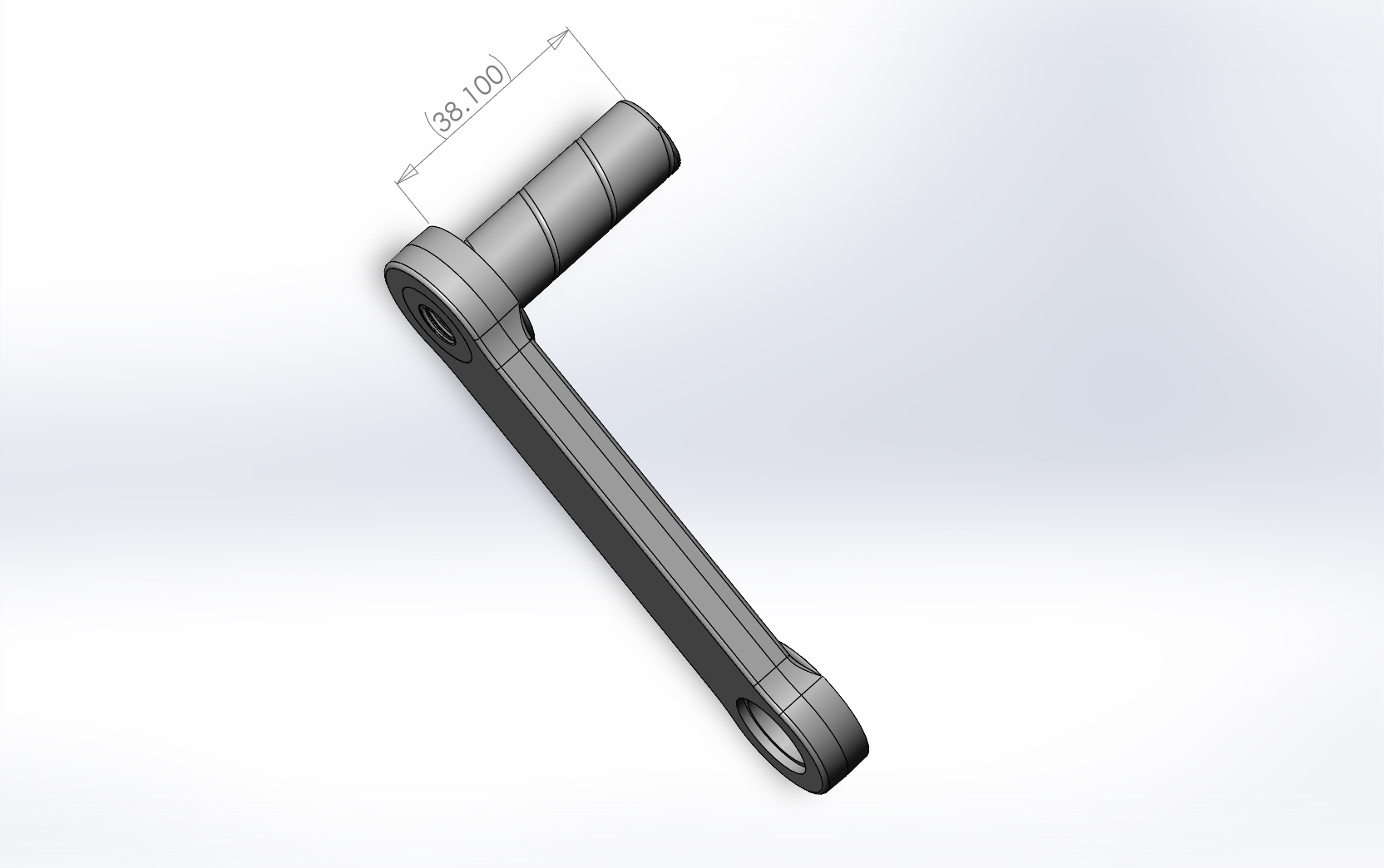
Below is my solid model of the the link pin I propose. It will be case hardened and ground before being pressed into the link. Due to the grade steel used it should out live it's new owners.
email (option): pes.sales@btconnect.com
I'll measure one tomorrow if no one beats me to it....Ian
email (option): ian@wright52.plus.com
The ones I have measured are all different en vary between 37 to 40 mm, protruding from the link.
The step you have drawn on the end of the pin seems very clever to me as the link can't come off when fitted :+1:
Personally I doubt if only a pressing in a casting will be strong enough for long time service.....but that is just a feeling..:relaxed:
Think these links and pins are one of the most stressed parts of the whole bike, especially the lower ones....
Good luck, nice project! BR Michiel
Pressing in the pins shouldn't be problematical in terms of reliability I'd have thought as long as there is sufficient 'fit' between the link and the pin, although the links themselves are fairly narrow...Both the outer diameter of the shoulder and the pin diameter itself would need to be a press fit into the link because of that fact...Ian
email (option): ian@wright52.plus.com
I seem to remember when Henk remade his link pins, he silver soldered them in. Ron
email (option): ronpier@talk21.com
Thanks Michiel, I'll go with 1 1/2" then (38.1mm)
Ian, as mentioned the pins will be case hardened and tempered to a specification I've been using for many years.
The links will be cast in a medium carbon steel and tempered to a condition I know to be very tough.
I think the car will know you've hit it before they fail!
The pins are not expected to be removed and it would be foolish to try.
Just for entertainment, a pin pressed into a link.
email (option): pes.sales@btconnect.com
I think it's Michiel who may have doubts about the method....I have often thought this would be a better way than the originals for the reasons outlined in my earlier post, namely better materials, better accuracy and easier manufacture...
The 'proof of the puddings in the eating though'. I guess there's a number of test pilots who can confirm it's not always right first time off the 'drawing board'....
In one of my jobs I was part of a four person group who's job it was to design and build special purpose attachments for automatic lathes so they could carry out 'non standard' work....That always involved 'tweaking' of the original idea over a period of 'tryout' running...In this case though I think the principle is well established and shouldn't present problems.. Ian
email (option): ian@wright52.plus.com
Unlike many other girderfork designs the BSA fork has separate links with no connection to each other and there for the position of the fork in line with the yokes has to rely for a great part on the protruding pins of the special BSA links.
Think the pins are subjected to a lot of different and strong forces, especially when cornering with a sidecar fitted... That is why I think only a press fit might give way in time.
They used very good quality steel on the prewar BSA's... if a simple press fit for the pins would do the job I wonder why they didn't do that than....
Saying that, I do know nothing about these modern casting materials and how hard you can press the pins in without cracking.
Anyway, you seem to know what your doing, Mark, good luck! :+1: :+1:
It's interesting when reproducing a product to try and imagine why it was made a particular way. I've never understood why an account gets put in control of a business. Many I have met are not good enough with numbers to be an engineer. To this end the price of production is more important than it should be.
The original method of producing the links is cheap once you have tooled up for it. The down side of this single piece construction is that the bearing surfaces remain relatively soft. But good enough to avoid any warranty claims.
I guess I'm going into overkill with my production methods, but we do a lot of parts this way.
My biggest fear would be the links popping of the ends of the pins, hence the flange.
The pins will be to the same specification as I make my gearbox shafts, they have proved to be very good.
So we are left with the bore of the link stretching.
This to some extent will be left to heat treatment, but in reducing it's ability to yield will increase the chance of cracking.
If it became apparent that the links were stretching and loosing grip on the pin after making them as tough as I'd dare, the next step would be to oversize the ends of the link. This would change it's looks.
If this unlikely event were to occur, I would recall the links supplied and replace them.
As to modern metals, I'm not over impressed. Unless you use remelted steel stock where they control the alloying elements more precisely your never really sure about what you are buying. I only use certificated materials from well known distributors. That said you can feel the difference even down a length bar when your pushing the machine hard when cutting it.
What has changed is heat treatment, and if you can find a subcontractor that cares about what they are doing it makes a big difference.
So I'm afraid you'll have to wait a while now for me to get the first sample castings made. Don't worry, if it all goes wrong I'll tell you.
email (option): pes.sales@btconnect.com
Just in case you were all thinking this was just another "pie in the sky" idea. The moulds for the links are now finished and will be sent to the foundry in the morning.
email (option): pes.sales@btconnect.com
Thanks Mark for your willingness to include everyone in this. I hope it pays dividends.
Thanks
email (option): cbhaws@verizon.net
I Mark,
I'm not an M20 owner, but I have to say I'm looking forward to Seeing the results.
And when you decide you want to venture out onto other similar products, there's a definite shortage of early war Triumph forks........
🙂
And non WD type Norton Webbs as used on vintage bikes and Inters, but again, so many different variations.
Low volumes, the amount of money that's required to be invested 'up front' to produce something and peoples uninformed assessment of the actual costs are the enemy of replication in truth...
Not unreasonably, many people these days are totally unaware of what low volume manufacture costs...
The benefits of scale don't really apply to classic bike parts so the low volumes must be offset by producing a part that can be made using relatively cost effective manufacturing methods, a limited number of separate operations and thus modest cost inputs...The more complex the part/assembly the less possible it is to produce it at a price the market will stand...
Also, in the case of a high cost part the finished machine has to have a value that can absorb such a cost without tilting the cost/benefit calculation for the purchaser way off kilter....For example, a £1000 pound set of forks isn't going to sell to someone who has a bike that's worth £1750 on completion...To purchase them would virtually guarantee an overall loss on the project..It's no coincidence that an examination of the most expensive parts on the market reveals that as a rule they are manufactured for the machines that have the higher market values...I bought many top quality and expensive parts for my recent Gold Star project but was still able to build the bike at a cost that would be, at worst, a break even point...
When I looked at making M20 cylinder heads what I found was a relatively high investment up front to produce a batch, a reluctance by many to use even a perfect replica (which immediately reduces an already small market) and a price expectation that didn't reflect todays production costs....I conducted a 'market survey' amongst M20 owners throughout one summer and it soon became apparent it wasn't going to be a viable project...
To date no mention has been made of the potential likely cost of replica forks and I'd imagine Mark isn't far enough into this to have made that calculation yet but don't expect to buy them for the price of a good second hand set, it can't be like that.....Ian
email (option): ian@wright52.plus.com
Thanks Ian for pointing out those facts, what we do is not a get rich quick scheme. We could legitimately register a a charity!
This said we often see parts seriously over priced, After all a Gold Star is only a posh M20 ;) The parts should cost the same to produce.
Funny you mention M20 heads, this a part I'v been (not) working on for a few years now. As you say a virgin pattern is expensive to make for what it is. I'm going down the copy pattern route with this to start with. Should work out cheaper than a well used head.
One thing that has shocked me is the price of replacement oil pumps. We have a few pumps underway at the moment. The B50 will be first and it close to completion, the internals sold before we finished the body. The bottom of the body will replace the the B44 and like. An extended bottom body becomes A65 and A10. Many of the gears can be used in the M20/Gold star Pump. We have made the top before, the rest is so simple it could be made while you wait.
As you mentioned will it sell? Who cares, we've been around a very long time and everything sells if you wait long enough. If it sells slow we'll be reluctant to make more.
Making commissions for others can be dangerous. Often we produce prototypes and hand out samples for testing and never hear anything again.
It will make sense for for someone to try a set of the links before I make them in larger numbers. They should be a direct replacement for originals. Finding someone who rides there bike regularly might be harder than the production. My bike is too far away to consider that.
The only other thing to mention is that non of our road going cycle parts are covered by insurance as it would be prohibitively expensive. It's all sold "For display purposes only"
That said the materials used will exceed originals in strength.
email (option): pes.sales@btconnect.com
Took the opportunity to run of a few link pins. They need a second op. and heat treatment before finally grinding to size.

email (option): pes.sales@btconnect.com
That looks already nice mark!!
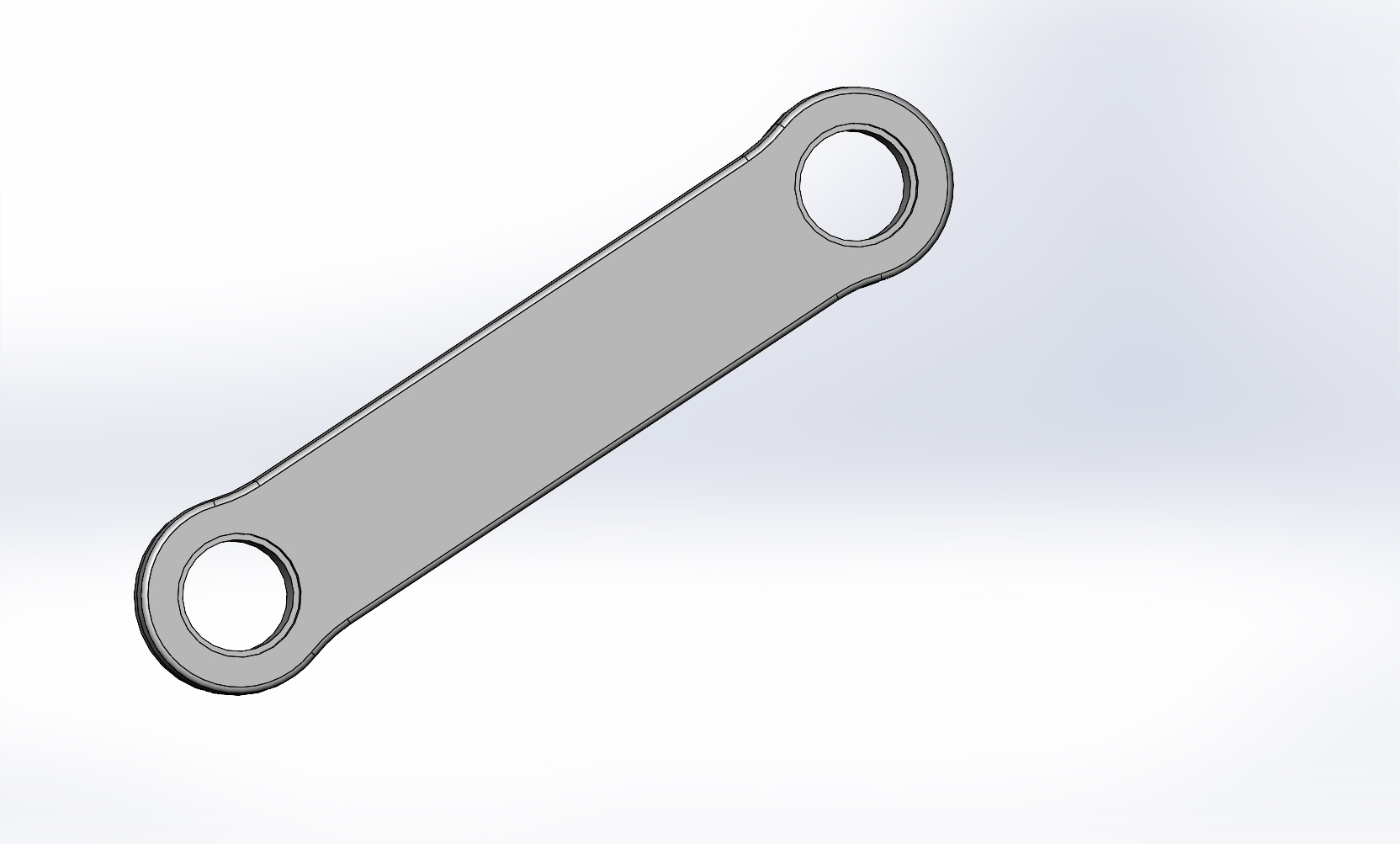
Castings cleaned up, ready for heat treatment.

email (option): pes.sales@btconnect.com
That looks good
Hi Mark,
Had I known, I'd have had Bastiaan send you the NOS set I just bought from him!
Such is life mate..... Sorry I didn't know.
GORGEOUS WORK!!!!!!
email (option): britool51@hotmail.com
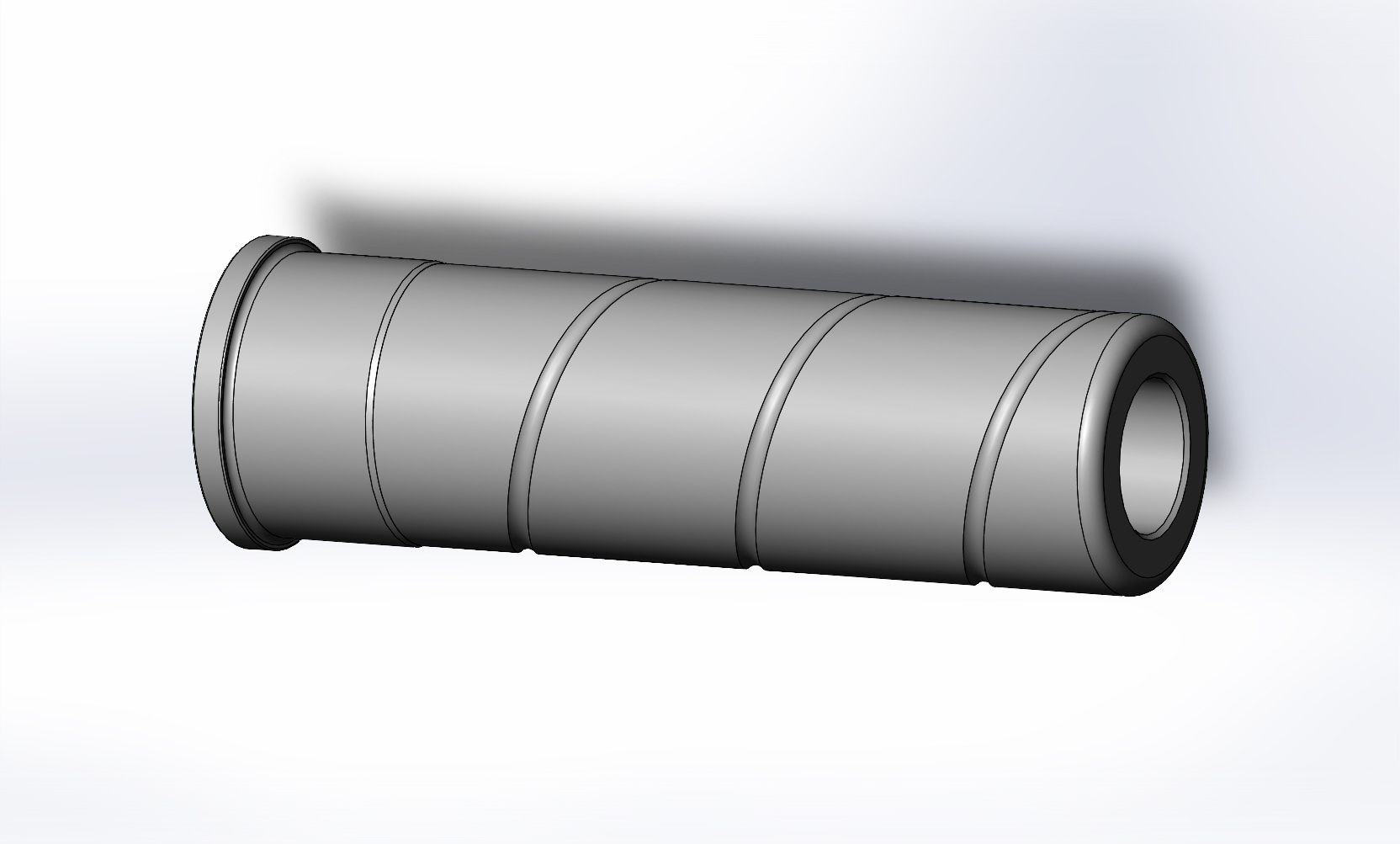
Just a small part, but I'm still at it. Not related but a rear sprocket spindle picture is also included.


email (option): pes.sales@btconnect.com
How long does it take to machine that spindle?
Not very long Ian. The two milling ops are down as 2 minutes each including handling. I need my wrist slapped for the turning op as I forgot to note the time.
email (option): pes.sales@btconnect.com
Thank for that Mark. In a previous life I was an Auto- Setter I used to run nine machines, a job long gone now with CNC.
I worked as a Big capstan setter operator, machining stainless castings once Ian. They had Wickman multi spindle machines there that women ran at night because they were so noisy. They fascinated me. I hate doing production work, so at PES we play at engineering just making small numbers of bits to keep your toys working ;)
email (option): pes.sales@btconnect.com
['In a previous life I was an Auto- Setter I used to run nine machines, a job long gone now with CNC...']
I did my apprenticeship with Brown and Sharpe and as part of that worked on their auto section for a couple of months...Back then they built a range of autos and also the first NC machining centres...It seemed like a miracle at the time when the first cabinets were produced that allowed the machine to do radii...How times change...Ian
email (option): ian@wright52.plus.com
I had Brown and Sharp, Bsa, Index and Peterman this was a multi spindle machine.
Yes I'm still doing this. Some brackets I had cut out.

email (option): pes.sales@btconnect.com
More fork parts,
15-5249 Link bolt, bottom front, 8 3/8”
15-5247 Link bolt, bottom rear, 8”
15-5190 Link bolt, top, 5 ¾”
Made from High tensile EN24T steel. The Nut is fitted on a tight thread, before being Nickle Bronze welded before machining a dome.

email (option): pes.sales@btconnect.com
Soooo nice!
Almost tempted to buy a M20 wreck just to fit one of these...ha!
Thank you Vincent, but I'd recommend leaving things alone if they are working.
They will be zinc and clear plated before being supplied.
I had a go at straightening the ones from my NOS forks and was shocked at how soft they are! When I try to straighten the links I wonder if they are soft too?
email (option): pes.sales@btconnect.com
The bolts don't really have any reason to wear or structural purpose. They are simply to keep the links into their bushes and allow a tiny bit of end float. If the bolts are tightened too much the links will wear into the forks/yokes. Ron
email (option): ronpier@talk21.com
This weekend was supposed to be for more building work on our works extension. Weather put pay to that.
As the Milling machine was empty I thought it was a good idea to make the tooling to machine the fork links.
The first job was the straighten the links, it might have been a better idea before sending them off for heat treatment. Though they could distort during heat treatment. You never know what horror will come back from heat treating.
The reason beyond the obvious for them to be straight is that when clamped in the jig they will not bend. Being spring like the parallelism of the bores will be lost.
So as Anita was machining the links, I was on straightening duty and pin pushing.
Despite our best efforts the parallelism of the pins wasn't perfect. More tweaking required.
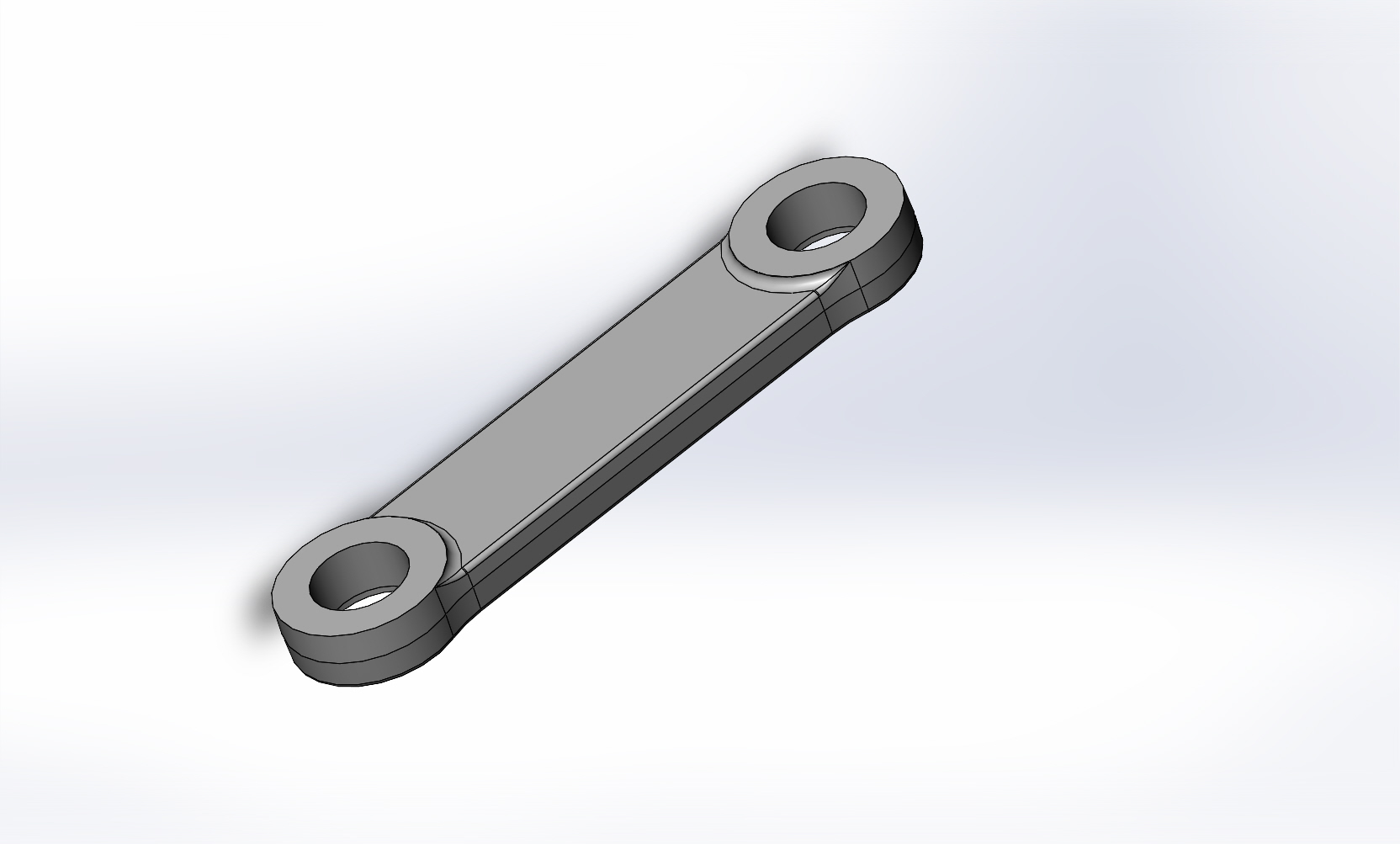
Even though these are made to tighter tolerances than would have been achieved by BSA, I feel that these are best supplied in matched pairs.
Also including our high tensile bolts.
This way we can be sure when we supply links, we'll know they look at each other before shipment.
The unthreaded link should slide easily on the bolts as shown in the picture below.
we haven't machined the lower links yet as more tooling needs to be made, but it is progress.
Having case hardened pins and tempered links, these should give a stiffer feel to the bike.
Also have a longer service life than the originals.
The top link set will cost £120.00ukp

email (option): pes.sales@btconnect.com
The top links didn't play as well as the bottom ones. 15-5239 was a right pain. Firstly to straighten, then to jig. Not forgetting another jig to machine the other side. There was nothing I could use as a datum for all axis, so the pin bore has to be clocked up for each one.
If these links sell, I think I will redesign the moulds to make life easier later. At least I have a viable product and not a box of scrap.
I don't have a price for this set, but it will be a bit more than the bottom ones due to the extra work.
There should be 6 complete sets in a couple of weeks once the bolts are plated.

email (option): pes.sales@btconnect.com
Mark in your last post, have you got your top and bottom mixed up? Or maybe it's me?
Ron
email (option): ronpier@talk21.com
Thank you Ron, at least someone knows what I'm doing. Yes this last set are the bottom set.
email (option): pes.sales@btconnect.com
Sorry everybody, just double checked all the numbers again. Not only can I not tell the bottom from top I can't add up.
So..
Upper link set with bolts and nuts £144.00
Lower link set with bolts and nuts £176.00
Mark
email (option): pes.sales@btconnect.com
Bolts finally back from the platers,
So upper and lower link sets are on the the web site now.
Also the link blots.
https://pesltd.uk/?product=15-5239&ptno=15-5239
https://pesltd.uk/?product=15-5241&ptno=15-5241
https://pesltd.uk/?product=15-5241&ptno=15-5241
https://pesltd.uk/?product=15-5249&ptno=15-5249
https://pesltd.uk/?product=15-5247&ptno=15-5247
email (option): pes.sales@btconnect.com
Hi
Could you please upload a pictures of your battery box made. I was searching for long period
Nadun
email (option): dhammikad888@yahoo.com