I have a gearbox shell that is a little different from the standard WM20 casting.It doesn't show up in the Gearbox Identification page in the Tech section of the website.
Just wondering if it is a pre war or late war production.
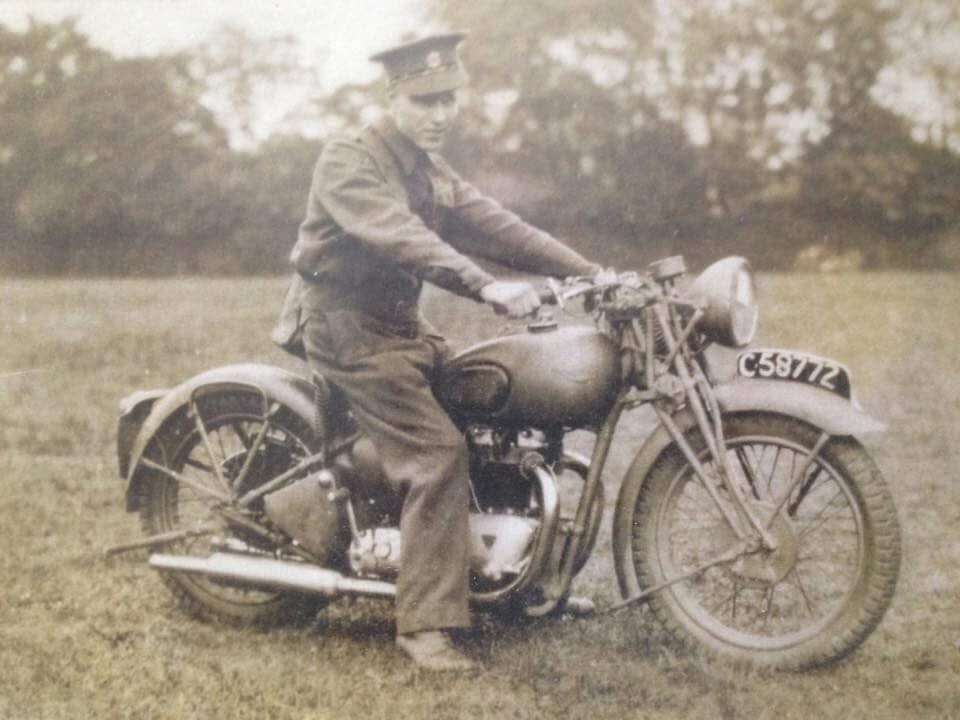
Here's some pics, first photo is the odd shell, the second is a standard shell.
Note the wall thickness in the casting and the indents in the base where the mounts are.


The deeper filler spout.


The squarer corner of the case, rear and below the lay shaft bush.



Any thoughts?
Strongly suspect your die cast 66-3030 shell is 1937-1938 M19-M23
There are also similar & earlier 4 speed shells which are sand-cast.
G'day Neale.
Thanks for the info.
Sand castings are generally strait Al-Si alloys
Die castings are generally Al-Si-Cu alloys.
The latter are significantly stronger so can be thinner section while maintaining the same structural strength.
Al-Si alloys are difficult to pour so need gradual sectional changes
Al-Si-Cu alloys pour much better so sharp section changes are not such a problem.
Sharp corners in a casting increase rigidity.
So you have the same casting supplied from 2 different foundries.
email (option): bsansw1@tpg.com.au
We know the gearbox outer cover was also redesigned sometime at the beginning of the war.
I wonder if it was something to do with salvaged materials? In "Calling All Arms" by Ernest Faifax it say the Nuffield organisation took on the contract for melting down crashed enemy aircraft to reclaim the aircraft quality aluminium, but it took a while to perfect the method, so perhaps poor quality batches were given to the motor industry near by in the midlands, and the castings were beefed up a bit to allow for mixed alloys of unknown consistency?
Rob
email (option): robmiller11(a)yahoo.co.uk
Nothing of the sort Rob.
Just about everything you want to be in a Al casting alloy you don't want in an Al wrought alloy.
Alloying elements in extruded Al are considered impurities in rolled flat product.
In an airframe you have castings, extrusions & flat product all mixed up together.
Even worse there are pop rivets with monel , steel or even stainless steel mandrels left in the end.
These are impossible to physically seperate before melting and will readily dissolve during melting, leaving you with 20 Tons of unuseable aluminium scrap that you have no option but to dilute down with pure aluminium or put small quantities into a good melt and "polute it to maximum allowable impurities.
A full major alloying element and significant impurities analysis done by wet chemocal means takes a bit over 2 full hours and a team of around 11 chemists.
If you have a pile of rivets sitting on the bottom of the furnace floor, the iron content could go from 0.001% to 1% in a little over an hour.
Aluminium is expensive to melt so you can not afford to simply tip the melt out to make nothing more than certified scrap.
Refining molten aluminium is also very difficult & expensive as aluminium will reduce almost any oxide back to the metal so you get the double whammy of the impurities going up , the aluminium yield going down and masses of dross that can only be recovered using a molten cyanide treatment.
This becomes very interesting if the melt has become gassy and you have a bit of hydrogen lurking about as you end up with Hydrogen Cyanide being formed , a gas that was very popular with the Nazis and a lot of USA govenors.
Oce you have remelted aluminium 3 times it has become more expensive than virgin aluminium.
During WWII casting in perminant moulds was developed, but the moulds were astronomically expensive to make so it either had to be a defence contract or wery large production runs to justify the price of the moulds.
Sand was slow, sand was mess but sand was cheap.
This changed in the 60's when electrolytic errosion machining became viable ( again military areospace technology ) so maching metal moulds became cost effective and another big leap with the developement of graphite moulds in the 70's.
So getting back to our gearbox cases.
As correctly identified by others, one is a die casting while the other is a sand casting, interchangable with each other but not identical.
email (option): bsansw1@tpg.com.au
Here is the relevant bit from "Calling all Arms", I think there is a strong chance that some of the ingots shown here found there war to the motor industry at various times in the war, this may not have any connection with the redesign of the BSA castings, but its very interesting.
Rob






email (option): robmiller11(a)yahoo.co.uk
Thank you Trevor,
I've always thought there was more to casing aluminium than seems to be the general perception although I managed several projects when I was a technician in school workshops. Alas, no one is now interested in passing those skills on.
Richard
Interesting they mentioned a spectrograph.
AFAIK, spectro chemistry did not become available till the 60's.
We pioneered flame chromotography down here and it was used extensively during WWII ( which is why it got developed ) but emission spectroscopy was held back due to calibration problems which was not solved till we managed to create specific wave length light sources. And very stable photoelectric tubes.
The very early one I jockeyd circa 1968 used a mercury vapour lamp that took 2 hours to get properly warm then you had to sit in a black room, adjusting the position of phototubes so the spectra lines fell square on the tube and his had to be done for all 112 lines every 6 months.
You use 4th , 5th or 6th harmonics for major alloying elements and base metal timing.
The spectral tubes are arranged on an arc which has to be kept mechanically very stable , while the sample is arced, generating massive amounts of heat and graphite dust/ vapour, which deposits on the tubes.
Minor elements can be done on a stron spectral line as there is SFA of that light being emmitted
The trouble with refining aluminium metal is you can only remove elements that are more reactive than aluminium, and that ain't much.
Other than that it is a case of either dillution with cleaner aluminium to reduce impurity levels or alloying up for a grade when the impurities in that batch were not scheduled.
And me thinks they were stretching the truth a bit in that propaganda article.
Aluminium was in very short supply and that man is standing in front of better than 1000 tons of it which was most likely so impure it was no more than "certified scrap".
We had around 500 tons of it at Sims when I was there and we sneaked as many as possible into every melt. The engineering department used a lot of it and we developed "special alloys" for varoius customers utilizing as much of this scrap as possible
email (option): bsansw1@tpg.com.au